

lamhung2011
-
Số lượng nội dung
133 -
Đã tham gia
-
Lần ghé thăm cuối
Bài đăng được đăng bởi lamhung2011
-
-
Nghề cơ khí ĐỐ VUI
trong Cơ khí
Bác em nói chưa chính xác rồi, nguyên nhân không phải là siêu định vị, trường hợp mặt phẳng hạn chế 3 bậc, còn lỗ 2 bậc bác em lý giải sao???
Về nguyên lý làm việc của NC chuốt là : hoặc dao chuốt tự lựa hoặc chi tiết gia công phải tự lừa, chọn cái nào tự lừa phải căn cứ vào cấu tạo của máy, gá, dao và cả gu của người thiết kế nữa...
Ở bản vẽ cục chuốt bác em chơi kiểu kết hợp cả chi tiết gia công lẫn dao đều tự lựa là thừa gây lãng phí vật tư...
Về hình vẽ câu đố, người ta vẽ đúng nguyên lý làm việc, song kết cấu họ lại vẽ chưa đúng , bác em xem lại nó chưa đúng ở chỗ nào mà xác suất sai hỏng P ≥ 0.5 nhé!
Hi. Mặc dù sai nhưng em vẫn tham gia tiếp.
Em vẫn thiên về cái định vị chi tiết hơn. Vì em thấy chi tiết được định vị bởi mặt phẳng và lỗ thì khi gia công do có độ hở giữa dao và bề mặt lỗ nên khi tiến hành lực kéo chuốt dễ xê dịch chi tiết (do nó không được kẹp chặt cố định nên khả năng đạt được độ chính xác không cao)!
-
 1
1
-
-
Nghề cơ khí ĐỐ VUI
trong Cơ khí
Để em thử sức nhé!
Cái hình vẽ này không đúng ở chỗ cái bánh răng tiếp xúc với mặt phẳng của cái gọi là mặt bích đi sẽ hạn chế 3 bậc tự do, ở phía lỗ hạn chế 4 bậc tự d nữa sẽ dẫn đến siêu định vị khi gia công! Vì vậy cái mặt bích (chỗ tiếp xúc chi tiết ấy phải thiết kế là đầu cầu tự lựa để tránh siêu định vị, vì khi định vị sẽ ưu tiên cho bề mặt ĩô trước, sau đó điều chỉnh đầu cầu tránh xảy ra siêu định vị).
Hihi.Không biết trượt hay ....!
Rất mong mọi người góp ý sôi nỗi!
-
1
-
-
Bác Bình viết Cái panh kẹp đàn hồi không đúng. chứ không phải là "Nó không phải là panh kẹp đàn hồi!" như bác em đã viết.
Nguyên lý làm việc thì đúng, kết cấu cụ thể thì còn phải sửa lại cho đúng nguyên lý làm việc của nó!
Chị đúng là tinh ý, em chỉ định trêu chị tý mà đã bị chị nắm thóp. Adidao phật. Thiên tai thiện tai!
Cái kiểm sai sai số tích luỹ bước sau nữa vòng quay em đã vẽ xong rồi đây, chị chấm cho em nhé, cũng chỉ là thể hiện nguyên lý:

Còn cái chuốt em cũng vẽ theo như hình chị gửi:

Còn cái cặp tốc em chưa vẽ mặt cắt nên em chưa gửi chị xem được hi(tuần này bận quá..huhu), hẹn chị ngày mai nhé!
Cảm ơn chị nhiều!
-
Gửi bác Bình: ’’ Nó không phải là panh kẹp đàn hồi!’’- vâng ạ, em đã hiểu rồi ạ.hi thank bác nhiều!
Gửi chị Hoan: Vâng ạ, em tìm thấy cái cặp tốc đó rồi ạ.
Để em sữa lại rồi trình mọi người xem xét lại.
Cái em vẽ trên (Chi tiết để kẹp cặp tốc )nó yếu ớt quá. Em sẽ vẽ lại và cắt mặt cắt em nó luôn ạ.
Còn cái kiểm tra sai số tích luỹ để em thử vẽ theo hình mà chị gửi rồi trình chị luôn ak!
Cảm ơn mọi người nhiều!
-
Hihi. Khổ thế đó chị ak, May mà chị chỉ bảo không là cutroets rồi!
''Thứ 8: Cả hai tài liệu em đưa lên đều là tài liệu ...có bảo đảm, bảo hành 15 năm luôn. Nếu tin hay không tùy, nhưng đó là sự thật! Bác em hãy làm quen với việc tìm kiếm nhé!''
Không phải em nhác mà em không biết quyển gì để em tìm chị Hoan ah,ý em không phải nghi ngờ về chất lượng mà em bảo chị cho em ten cuốn sách để em tìm hiêur rõ hơn, em vẽ nó ra mà không hiểu về nó cũng truốt luôn chị ak.
Chị nói tên sách cho em với?
Còn cái phanh kẹp đàn hồi em vẽ lại thế này đã ổn chưa chị?

Cái kiểm tra em tham khảo cái này được không chị nhỉ, dưỡng kiểm tra tích luỹ bước vòng:

-
Cảm ơn chị Hoan, nhưng cái đồ gá của em trên có phải tốc kẹp đâu chị Hoan.Nó là trục gá đàn hồi 2 phía.
Còn cái tài liệu chị gửi là ở cuốn nào vậy chị Hoan?
-
Vâng ạ, em cảm ơn Bác Bình và chị Hoan đã nhắc nhở.
Cái video chị Hoan gửi rất bổ ích cho em.
Cho em hỏi tý nữa là : Ở hình vẽ có chỗ em khoanh tròn, ông bảo cần thể hiện cái chốt tỳ ở đó nữa, em cũng chưa hiểu mong mọi người giúp đỡ luôn với ạ!

-
Vâng ạ! Chị Hoan cho em hỏi tý luôn là ở đồ gá Xọc rãnh then, ông bảo em cần thể hiện rõ hơn ở chỗ tay quay của bàn máy , em thì chỉ nhìn thấy máy tiện ít nên không biết nó cụ thể thế nào, nên bảo em thể hiện cụ thể hơn thì nghe cũng hơi khó, chị có thể nói rõ cho em cần thể hiện cái gì nữa ở chỗ đó nữa ạ?
Về sai số bước vòng có ai có phương án nào hợp lý chỉ cho em với nhỉ?

-
Chị Hoan ơi với bề rộng của chỗ lắp lỗ then ấy, mình cho chốt tỳ phụ phụ vào đấy ở NC xọc rãnh then thì nó có ảnh hưởng chi đến việc xọc rãnh then không ? lỡ mà dao xọc tụt xuống có gẫy dao không chị?
(Vì bề rộng khá nhỏ mà chốt tỳ phụ nó mà lớn thì ).
Em có vẽ cái chốt tỳ phụ đây, chị xem có được không chị?

3- Em chưa xem QTCN nhưng có thể tạm nhận xét là : - Dùng mặt ngoài 250 khống chế 2 bậc tự do và mặt đầu khống chế 3 bậc tự do làm chuẩn tinh. OK -Không sợ mâm cặp 3 chấu định tâm không cao, trong thực tế người ta vẫn dùng 3 chấu để định vị ngon lành, bằng cách tiện láng bề mặt định của chấu kẹp (không nhiệt luyện)...Muốn tiện được bề mặt định vị của chấu kẹp phải có đồ gá đàng hoàng.... đồ gá cũng đơn giản thôi, nó chỉ như cái vòng đêm>>> Kẹp thật chặt vòng đệm rồi tiện láng bề mặt định vị của chấu kẹp.
Em cũng chọn phương án này nhưng ông bảo em lại chọn phương án mà em nêu trên:
- Dùng mặt lỗ 204 khống chế 2 bậc tự do kết hợp với mặt đầu khống chế 3 bậc tự do làm chuẩn tinh.
(Nhược điểm là lực kẹp dễ làm hỏng bề mặt lắp ghép).
Để em liên hệ hỏi thêm vậy!
Chúc mọi người trung thu vui vẽ!
-
Chào mọi người.
Hôm qua em mới đi thông về có một số vấn đề em muốn trao đổi với mọi người, mong mọi người góp ý cho em :
1.Thầy em bảo là có thể gộp cái nguyên công tiện mặt đầu D và C của em có thể gộp lại 1nguyên công.
(ở đây nếu gộp thì em thấy có khá nhiều bước (nếu gộp lại 9 bước) nên em đã tách ra 2 nguyên công. Bản vẽ lúc trước của em vẽ cũng đã vẽ như thế nhưng sau em tách ra làm 2 nguyên công. Bây giờ Thầy lại bảo em vẽ lại phương án ban đầu!
Viêc có nhiều bước trong nguyên công có sao không ạ?(hình vẽ 2 nguyên công III, IV):
Ở hình vẽ có chỗ em khoanh tròn, ông bảo cần thể hiện cái chốt tỳ ở đó nữa, em cũng chưa hiểu mong mọi người giúp đơ luôn với ạ!

2.Ông bảo em là nguyên công tiện lỗ đã tiện tinh lỗ thì không cần nguyên công chuốt nữa. trích:" Khi tiện tinh đã đạt cấp độ nhám 4 với Ra có thể đạt 1,25 rồi'.
-Nhưng em bảo là em có tra STCK -tấp- Bảng 4.6 -trang 386-Hà Văn Vui. có ghi rõ là:
Khi tiện tinh trong cấp độ nhám Ra đạt 1,6- 3,2, tiện mỏng đạt 0,3- 0,8.Và em có bảo với thầy nhưng ông cứ...
Nhờ mọi người đã thông cho em cái ạ?
(Cho nên em cũng chưa vẽ cái củ Chuốt đó Chị Hoan ạ...).
3.Trong SĐNC của em có lựa chọn phương án:
Chuẩn tinh đối với vành bánh vít:
- Dùng mặt ngoài 250 khống chế 2 bậc tự do và mặt đầu khống chế 3 bậc tự do làm chuẩn tinh.
(cái này có nhược điểm là mâm cặp 3 chấu định tâm thì độ chính xác không cao, 4 chấu thì rà gá mất nhiều thời gian).
- Dùng mặt lỗ 204 khống chế 2 bậc tự do kết hợp với mặt đầu khống chế 3 bậc tự do làm chuẩn tinh.
(Nhược điểm là lực kẹp dễ làm hỏng bề mặt lắp ghép)
Em chọn Phương án 1. Có nghĩa là gia công mặt ngoài ∅250 bánh vít trước sau đó mới gia công mặt trong ∅204 và mặt trụ trong ∅ 212.
Bây giờ lên thông ông bảo ông chọn PA 2. Gia công mặt trụ trong trước sau đó mới gia công mặt trụ ngoài.
Mong mọi người giúp em, em nên chọn PA nào bây giờ?
4. Cái nguyên công ép vành bánh vít với Moay-ơ em thể hiện như thế này ông bảo cần rõ hơn, em cũng chưa nhìn thấy máy ép bao giờ nên cũng chỉ thể hiện có thế, mọi người cho em cần bổ sung cái chi chi ở đó nữa cho em với ạ:

5.Ở nguyên công xọc rãnh then. Em vẽ đồ gá là đồ gá vạn năng chia độ để định vị và kẹp chặt chi tiết. Thầy em bảo cần thêm chột tỳ phụ (chỗ em đánh dấu mũi tên ý ạ). Có nhất thiết phải dùng đến chốt tỳ phụ ở đây không ạ?

6.Ở nguyên công khoan lỗ, Thầy bảo em là chia ra 2 nguyên công nhưng trên cùng máy khoan luôn ạ. nên em cũng không có cơ hội tìm hiểu máy doa 2E52 để mà giới thiệu cho chị Hoan nữa chị ạ...!
NC1: Khoan 2 lỗ 8,9 . Doa 2 lỗ M10, lắp chốt trụ.
NC2. Khoan 4 lỗ 8,9. tarô 4 lỗ M10, lắp vít.
7. để kiểm tra sai số bước vòng thì em dùng cái dưỡng tự chế thế này, thầy em bảo là 'quá ẩu'' hi,

Dù thế em cũng xin giới thiệu sản phẩm của em:
Khi kiểm tra, dụng cụ có 2 chân tỳ lên 2 đầu răng . Các đầu đo 1 và đầu đo 2 tiếp xúc với mặt răng (cùng phía), gần đường kính chia.
Đồng hồ so chỉ các giá trị khác nhau, khi ta kiểm tra các bước khác nhau.
Sai số bước vòng là hiệu giữa 2 bước nào đó trên 1 đường tròn của bánh răng.
Mọi người có cái dưỡng nào Chuẩn để kiểm tra sai số bước vòng giới thiệu cho em với.
Đây là bản vẽ QTCN sữa lần 2 của em:
http://www.mediafire...9f0dcc0dm6d4861
(Cái chuốt em chưa vẽ lại nên chị Hoan đừng có mắng em nha_).
Chúc mọi người buổi chiều an lành!
-
‘’Về cái củ... chuốt đó em chụp ...lén ở chương 6: Gia công bề mặt chi tiết- giáo trình công nghệ chế tạo máy của tác giả Lưu Đức Bình- khoa cơ khí trường đại học Bách Khoa.
Kết cấu cấu chỉ có phần cắt trích như thế thôi. Tài liệu về giáo trình CNCTM nhiều như quân Nguyên, bác em chịu khó tìm kiếm, tìm kiếm và tìm kiếm sẽ không thấy cái mình định tìm nhưng chắc chắn có lần vớ bở... kiếm được cái hoành tá tràng hơn!’’
Vâng ạ, em đã sữa lại nhưng chưa có được chuẩn lắm nên chưa trình chị và mọi người được. khi nào hoàn thiện em trình chị và mọi người ngay.
Chị và mọi người cho em hỏi là về máy doa em dùng máy 2E52 được không ạ, em cũng dòm ngó nhưng cũng chưa biết hình thù cái máy doa ra làm sao. Mọi người giới thiệu cho em cái máy Dao với!
Với cái đồ gá Doa em có tham khảo cái đồ gá này (đồ gá doa cho chi tiết dạng càng), mọi người xem có sử dụng được không hay la sử dụng luôn đồ gá giống như máy khoan có được không ạ?

-
A lô! Lamhung2011 đó hả ??? Em muốn bác em gửi cái átlat panh kẹp cơ mà...sao bác em lại gửi cái củ... chuốt lên???
Lúc trước em gửi cho bác em tham khảo dao chuốt của tây, giờ gửi tiếp cái dao chuốt của ta chính hiệu đây nè:
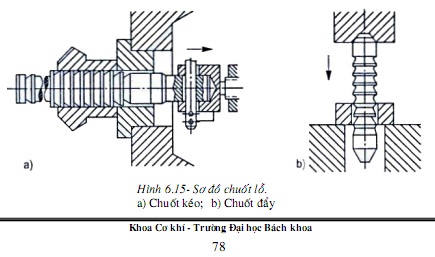
Dao chuốt người ta vẽ đúng điểm bắt đầu gia công lỗ vẽ cả cái đầu định vị hoành ..tá tràng chưa???
Ai gọi em đó có em đây!hihi!
Chị Hoan ạ! À cái đó em hỏi bác Bình việc gộp khoan,doa 2 lỗ để lắp chốt trụ có thể cho vào 1 nguyên công không thôi ạ, cái củ chuối của em như thế nào. Xem ảnh trên chị nhé!hihi!
Còn cái củ chuốt của em em đang định vẽ lại theo cái Chị gửi bên trời Tây về thì giờ lại có Hàng ViệtNam chất lượng cao. Chị có thể gửi em cái quyể sách đó không chị?Để em vẽ nó chuẩn không cần chỉnh !hihi!
Cảm ơn chị nhiều! Em cúp máy đây!
-
Vâng ạ, em chỉ nói đùa với chị Hoan thôi ạ.hi.

-
Gửi chị Hoan : Em không trách gì Chị Hoan mô, không khéo đấy là câu hỏi thử em ý chứ.
Vâng, em có tham khảo ở 1 số đồ án anh chị khoá trước khi gia công lỗ chỉ cần doa thôi, hi em làm cái ni cho nó oai ạ. Hi!
Gửi Bác Bình: Hi, em vui quá, nghe bác nói chuẩn cái mà em nhẹ cả người. Vậy là không uổng công em làm lại từ chiều giờ.
-
Chị Hoan hay Bác Bình cho em hỏi tý là
Lúc chiều em có hỏi bác Bình là phải chia ra 2 nguyên công. Em hỏi tý nếu sai thì chỉnh cho em luôn nhé.
Em có thể thực hiện DOA ngay trong nguyên công Khoan này không ạ. Hay mình phải dùng máy doa.
Em tham khảo 1 số đồ án thấy doa luôn ngay trên 1 máy nên em …
Nếu được thì em viết nó như thế này có ổn không ạ:
ở cái nguyên công khoan 4 lỗ lắp vít M10*1 và khoan 2 lỗ ∅8,9 doa lỗ M10. Có thể viết ở trên nguyên công như thế này có chuẩn không ạ:
Bước 1: Khoan 4 lỗ ∅8,9 (cách đều nhau 900)
Bước 2: taro M10 bắt vít.
Bước 3: Khoan 2 lỗ ∅8,9,
Bước 4 : doa lỗ M10, lắp chốt trụ.
Hay là phải chia ra làm 2 nguyên công 2 máy khác nhau ạ?
-
''Lamhung2011 lấy tài liệu để vẽ trục gá bung ở nguyên công 3 của Bác ở đâu vậy? Em tìm mãi không thấy ''
Cái đồ gá này mình tham khảo ở Ats lát đồ gá cả bạn ak.
Cái hình đó mình vẽ như thế dễ gây hiểu nhầm như bạn nói.
Hi Chị Hoan thật vui tính.
Mình sữa lại ở bước Nguyên công này như sau:
B1.Tiện thô mặt ttrụ ngoài ∅210
B2. Tiện thô mặt trụ ngoài ∅205
B3.Tiện tinh mặt trụ ngoài ∅204
B4. Tiện thô mặt đầu D.
B5. Vát mép 2*450
Mong mọi người cho ý kiến!

-
Đây là hình ảnh đò gá chuốt em lấy từ át lát đồ gá.
Nguyên công chuốt của em cũng dùng cái đồ gá loại này:

-
6/- Không phải cái mặt cắt đó, sửa như vậy càng sai tệ hơn. Hãy xem cái mặt cắt A_A đó. vị trí rãnh then có tương ứng với hình cặt chính không???
.Em gióng xuống rồi vẽ mà bác Bình, chuẩn mà.
-
1
-
-
Gửi chị Hoan“-Nguyên công IV: Đồ gác chuốt cũng rất ngộ nghĩnh > Thật vô duyên khi lỗ ở NC tiện đã đạt được Ø36+0.016^ >>> Sang chuốt lại là Ø36+0.02^ ???””
Chị Hoan ơi, nó là 0,16 không phải 0,016 như chị viết đâu ạ!
Gửi bác Bình: Thành thật cảm ơn Bác đã chỉ bảo tận tình cho em.
Cái em con thiếu sót còn khá nhiều, em sẽ cố gắng khắc phục.
À, vâng là cái Dưỡng nhưng em viết sai chính tả đó bác ạ!
11/-Phải sử dụng một nguyên công khác để khoan và doa cái lỗ định vị này, Và do đó phải thể hiện lại bản vẽ của nguyên cóng này .
+ Có nghĩa là mình phải thêm 1 nguyên công ở đây phải không bác.
Ở nguyên công khoan 2 lỗ Ø10 để bắt lỗ vít không cần taro ren phải không Bác?
Mình chỉ khoan Ø8,9 rồi doa M10 nữa được phải không ạ?
10. Em quên nó là 36KN bác Bình ạ! Em điền sai đơn vị bác ạ!
4.Em cũng bỏ Nguyên công mài đi (vì em nghĩ nó cũng không cần thiết khi mình tiện mặt trụ ngoài có thể đạt độ chính xác yêu cầu).
6. Việc gạch mặt cắt em đã sửa lại :

3. Cái nguyên công này em chưa hiểu nó thiếu định vị ở chỗ nào :

Cảm ơn tất cả mọi người đã giúp đỡ!
-
-Nguyên côngII: Xem góp ý của bác Bình và xem lại giáo trình tiện, sổ tay công nghệ chế tạo máy ...
-Nguyên côngIII: Gá kẹp như vậy, nhìn rất hoành tráng nhưng ngộ nghĩnh lắm, vẽ thiếu tâm chống của ụ động! Không dùng được đâu …vừa yếu vừa không đảm bảo độ chính xác do sai số tích lũy do…panh kẹp và mũi tâm cộng dồn lại
Chỉ cần đồ gá đơn giản thôi, nếu thích hoành tráng, phải thay đổi lại kết cấu của panh kẹp.
-Nguyên công IV: Đồ gác chuốt cũng rất ngộ nghĩnh > Thật vô duyên khi lỗ ở NC tiện đã đạt được Ø36+0.016^ >>> Sang chuốt lại là Ø36+0.02^ ???
Em chỉ xem được đến đây thôi, bác em phải đọc kỹ lại góp ý của bác Bình
Và vẽ lại kết cấu panh kẹp xem sao??? Nếu cần em sẽ gửi kết cấu tham khảo lên sau....
Vậng ạ.
Em đã giãy bày kiến thức ‘nông cạn-sơ sài’của mình cho bác ấy xem xét chấn chỉnh rồi ạ.
Không phải hoành tráng đâu chị Hoan ạ, em dựa theo quyển Átlat vẽ theo thôi. Thầy hướng dẫn cũng chỉ bảo dựa vào đó vẽ, chứa cũng chả hướng dẫn làm chi tiết hay dùng đồ gá như vậy đã đảm bảo chưa?
‘’Và vẽ lại kết cấu panh kẹp xem sao??? Nếu cần em sẽ gửi kết cấu tham khảo lên sau..’’
Cũng rất mong chị và Bác Bình chỉ bảo thêm cho em!
-
1/- NC1: Vẽ biểu đồ gia nhiệt theo thời gian mà trục thời gian không có thước đo vẫn coi được ư???
Thiết bị dùng cho NC này là gì ??? Nung bao nhiêu chi tiết cho một mẻ hay nung từng em một???
+ Vâng ạ, cái này thiếu trục đo thời gian ạ, em sẽ bổ sung việc phân bố thời gian ở trục ngang.
Theo em thì nung từng em một bác ạ. Có gì mong bác chỉ rõ cho em với ạ!
2/- NC2: Ký hiệu định vị không có, bạn định vị mấy bậc tư do ở NC này???
Sử dụng tiện tinh lỗ và mặt đầu ngay khi bề mặt định vị là mặt thô sau đúc như vầy có nên không???
+ Em chọn mặt trụ ngoài Ø 204 làm chuẩn thô khống chế 2 bậc tự do và mặt đầu khống chế 3 bậc tự do ạ!
+Kí hiệu định vị, em thấy các ông thầy cũng không bảo làm nên em cũng quên bénh không cho vào.
+ Sử dụng phương án như thế có bất cập ở chỗ nào Bác chỉ rõ cho em luôn, không thì em cũng chịu bác ạ.
3/- NC3: Gá như vầy mà gia công được sao???
Em có đưa cho ông thầy ông bảo là ok, nên em cũng chả biết đường nào mà lần ạ.
Bác cứ chỉ rõ cái sai cho em để em chỉnh sữa hợp lý hơn với ạ!
Em nghĩ là cái chỗ con ốc ở trục gá lồi ra phải không ạ?
4/- NC4: Kẹp chặt kiểu chi vậy ??? Hay là để nó chạy tự do cho khoái??? Chiều chạy dao
+Em cũng đang ban khoăn cái đoạn này, em có thấy Hình 17.8 –Trang 228 – Át lát đồ gá có hướng dẫn đồ gá này.
Mong bác cũng nói rõ cho em luôn ạ!
5/- NC5: Mài kiểu này có khi vỡ mặt như chơi đấy. Phải gia công rãnh thoát đá mài, chứ không làm liều thế được nếu như muốn chơi mài mặt trụ và mặt đầu cho oai. Thực tế theo mình nghĩ chả cần tới việc mài này đâu.
Cũng nhờ bác chỉ rõ luôn, em cũng chỉ tham khảo Atlat đồ gá rồi vẽ theo nên bất cập là không thể thiếu..hi
6/- NC6: Bố trí mặt cắt sai. Con dao thứ hai vẽ cho vui mắt à???
+ Mặt cắt chỗ Moay-ơ sai hả bác?em thấy nó bình thường mà bác? Hi, lại nhờ bác chỉ rõ luôn cho em luôn ạ.
+Con dao thứ 2 em đã bỏ đi rồi ạ.Nó bị thừa ạ.
7/- NC7,8,9: Xem NC1. chiều quay của chi tiết???
Chiều quay của chi tiết theo trục chính luôn mà bác.hi
Bác cứ nói nửa chừng làm em chịu, bác cứ nói thẳng cho em đỡ lo.hi.
8/- NC10: Kiểm tra cái chi vậy?? Thiết bị sử dụng, độ chính xác cần đạt .... Chiều chuyển động của chi tiết khi đo.
Kiểm tra độ tròn của chi tiết đó bác ( em dùng cữ tỳ và đồng hồ so để kiểm tra)
Cần chấn chỉnh chỗ nào bác chỉ rõ luôn cho em luôn ạ!
9/- NC13: Chơi dao định hình làm một nhát thế này được à??? Có tính toán kiểm tra lực cắt chưa???? Xem thêm NC3
+ Khi tiện em sử dụng con dao định hình T15K6.
Có chiều sâu cắt : t= 3,25 (mm(
Lượng chạy dao : S = 0,07 mm/vòng
Tốc độ trục chính n = 350 vòng/phút.
Em chỉ tra thế thôi nhưng chưa tính lực cắt Bác ạ!
10/- NC11: Lực ép 36N mà ép nổi ư???
+ Cái này em xác định lực ép P = 11,5 .Smax.l
Smax – độ dôi lớn nhất của mối ghép = 79 (um)
(mối lắp ghép này ở chỗ Ø 204 H7/n6 ý ạ (không biết em tra có đúng chưa nữa?)
l- chiều dài mối ghép là 40 (mm).
Vậy P = 11,5.79.40 = 36,340 (N).
11/- NC12: Khoan hai lỗ phi 8,9, taro M10 mà lắp được chốt trụ phi 10 sao???
+ Hi, cái này em cũng ghi ‘bậy’ chứ đã gia công taro khoan đâu mà biết nó có lắp vào được hay không hả bác?
Bác nói cho em cần phải doa hay làm cái chi nữa để em bổ sung ạ!
12/- NC14: Kiểm tra lại dao phay lăn răng có phải là P18 không???
Em thấy các anh khoá trước khuyên em là dùng dao P18 vẫn được nên em cũng cho vào chứ cũng chẳng biết nó có đạt độ cứng khi phay không nữa?
13/- NC15: Có thấy và biết cái dụng cụ đo này nó hoạt động ra sao không??? Có hiểu cái nguyên lý đo của nó không??? Vẽ cho vui mắt thôi à???
+ Nói thật bác, vẽ cho vui mắt đó bác ạ. Em chỉ biết là cái Dững kiểm tra thôi ạ
Em chỉ nhìn thấy hình ảnh còn nguyên lý chỉ đọc HDSD nhưng chưa thực hiện nên cũng chưa giám nói.
Mong Bác chỉ bảo luôn ạ!
Cảm ơn Bác rất rất nhiều!
-
Hi. Chị Hoan cứ nhắc vào nỗi đau em rồi. Cơ cấu lũ lụt của em sắp hoàn thành rồi mà chị ‘chê’ sản phẩm của em thế thì lỡ may em làm ra sản phẩm thì ‘ế’’ thật rồi!
Xin lỗi mọi người, mấy ngày hôm nay em cật lực vẽ bản vẽ Nguyên Công để mong Anh/ Chị, mọi người đóng ghóp ý kiến cho em .
Đây là bản vẽ nguyên công của em ạ:
http://www.mediafire.com/?3c70a44e07s445d
Về bản vẽ chi tiết vật đúc thì ông bảo là không cần phải vẽ, hi, (ông bảo là nếu là bản vẽ chi tiết đúc thì phải tính toán hệ thống rót, khe hở…cụ thể ), cái này chiếu cố không phải làm chị Hoan ạ.
(Cái này em cũng tham khảo về chương đúc kim loại rồi, nếu có xoắn em cũng có thể trả lời được hi).
Về bản vẽ chi tiết. Em đã sữa lại cách ghi kích thước lỗ then và mặt cắt 2 rồi ạ!
Cảm ơn tất cả mọi người!
Chúc mọi người buổi tối vui vẽ!
-
Vậng ạ.
Hi, em biết là cái bản vẽ lồng phôi việc sai đúng là do chính em kiểm tra lại, vì cái này trong quá trình tính và vẽ thì em mới biết được cụ the nó sai chỗ nào,hihi.
Bản vẽ chi tiết đúc? Có nghĩa là em phải ghi lại kích thước luôn trên bản vẽ đó hả chị Hoan?
Về cách ủ để khử ứng suất là ý em hỏi thế này, ở NC1 em ủ thấp khử ứng suất dư bên trong chi tiết thì khi mình tiến hành ủ đến nhiệt độ (500-6000 C/2-6h)thì sau quá trình này em nên làm nguội bằng cách nào ý chị Hoan ạ?
Về bản vẽ chi tiết, cái hình cắt II đó em cũng băn khoăn cái giới hạn vòng tròn nó vượt biên thế có sao không nhưng khi đi thông em thấy ông Thầy em không bảo gì nên em cũng để vậy, may mà chị nói chứ em cũng để thế,hi.em sẽ sữa lại 2 cái làm 1 vậy.
Về cái kích thước lỗ then thì em lấy nó =3,3 (mm) mà chị Hoan. Do cắt mặt cắt nên em không sử dụng đo từ đỉnh then đến điểm thứ 3(ở đáy phi 36) nên em đo khoảng cách từ tâm lên. (Hi 18+3,3 =21.3),có thể sữa như thế nào ạ?
Em hiểu là chị đưa cái hình ấy cho em dòm là cần ghi thêm độ không đối xứng rãnh then nữa phải không chị?
Cảm ơn chị nhiều!Chúc chị 1 tuần làm việc thành công!
-
Vâng ạ, mấy hôm nay em đã sữa lại, khi nghe bác Bình nhận xét, Thầy giáo nhận xét, em đã sữa lại.
Đây là 4 bản vẽ của em:
Bản vẽ chi tiết:
http://www.mediafire...bmu07wur943j0bz
Bản vẽ lồng phôi Moay-ơ:
http://www.mediafire...m4o9niyphxziqjs
Bản vẽ lồng phôi Bánh vít:
http://www.mediafire.com/?xxylo31xylyktr8
Bổ sung bản vẽ đúc sáng nay em mới vẽ xong nữa, mọi người xem hộ em với ạ:
http://www.mediafire...16t72l2lwccu3i4
Mọi người cho em hỏi thêm là khi tiến hành làm nguội vật đúc (của em đây là GX 21-40) thì ta nên làm nguội bằng phương pháp nào là hợp lý nhất ạ?
Em cảm ơn mọi người!
[Xin tài liệu hướng dẫn DACNCTM2- Bánh Vít.]
trong Cơ khí
Đã đăng · Trả lời báo cáo
Oh không chị ak, em vẫn hay theo dõi san sát nó ấy chứ ạ, em luôn theo dõi từng câu trả lời của mọi người, do tuần này em cũng đang bù đầu vào làm bài thuyết minh và mấy cái môn cuối kỳ rồi nên cũng Rắn ra phết. Hi về cái câu hỏi lực chuốt sai hỏng đó thì chắc có lẽ em chịu chị ak, chị giải đáp luôn cho em với? Cái củ chuốt em đã sữa lại vị trí củ chuốt rồi ak.
Cảm ơn bác Maulanh2 đã phát hiện ra chỗ sai của em, nên lúc đó em cũng đặt câu hỏi nó đã đúng hay chưa ạ? Em cảm ơn bác nhiều!
Em sẽ vẫn dõi theo mọi người , dù ních em không hiện nhưng tấm lòng em luôn hướng theo mọi người!
Em còn và tiếp tục tham gia Cadviet nhiều hơn nữa không chỉ vì học hỏi kinh nghiệm ở anh/chị mà ở đây em còn tìm thấy niềm vui học tập nữa ạ!
Cảm ơn mọi người rất nhiều!