

truongvannghi88
-
Số lượng nội dung
31 -
Đã tham gia
-
Lần ghé thăm cuối
Bài đăng được đăng bởi truongvannghi88
-
-
Bạn có thể dùng lệnh FILTER để thay đổi tất cả chỉ 1 lần.
umh. mình làm được rồi. Thanks bạn nha
-
Các bác cho em hỏi là: khi em viết chữ có chiều cao bằng 5 nhưng khi em muốn thay đổi chiều cao của chữ thành 6 em phải làm thế nào để nó tự động thay thế, Ví dụ ''Cỡ chữ 5'' em đặt là 4 sao đó thay bằng 6. Vậy em muốn thay bằng 6 em phải bôi den chữ và chon lại '' Cỡ chữ 5'' điều đấy rất mất thời gian
-
Các bác cho em hỏi vật liệu thường dùng để chế tạo mảnh dao để gia công thép đúc là gì? trong mỗi mảnh dao thường có ký hiêu VP15TF ở cuối tên mảnh. Cho em hỏi thông số này nói lên điều gì? Thank ác bác
-
Trời! Thầy bạn lơ tơ mơ quá nhỉ?
Tài liệu về vật liệu và công dụng của nó có nhiều. Nếu mình nhớ không nhầm thì trên diễn đàn CADViet cũng đã có. Bạn thử sử dụng chức năng tìm kiếm xem sao?
Sổ tay sử dụng vật liệu cẩm nang phải sử dụng hàng ngày, ko thể thiếu được của dân cơ khí. Mình chỉ có sách in trên giấy nên ko thể chia sẻ cùng bạn được. Nếu bạn có nhu cầu tra cứu... mình sẽ cố gắng giúp bạn trong khả năng có thể. Chúc bạn thành công thành đạt trong nghề nghiệp đã lựa chọn!
Cảm ơn bác rất nhiều, bác đã giúp em rất nhiều trong việc làm đồ án, em sẽ hoàn thành nó vào đầu tháng 6, ra trường lại lục đục đi tìm việc, có thể sẽ rất khó khăn với em bác ah.
-
55Л đây chính là thép em cần em cảm ơn bác nhiều, em được biết loại thép này được dùng làm ổ lăn???? Bạn đọc tài liệu nào mà có thông tin lạ như thế?
Thép làm ổ lăn có 4 loại có ký hiệu như sau:
ШХ6 ; ШХ9 ; ШХ15 và ШХ15CΓ
Em hỏi thầy bác ạ , tuy nhiên về thép thì em không biết nhiều nên rất lơ mơ. bác có tài liệu nào nói về vật liệu và công dụng của nó không ạ. Em muốn tìm hiểu về vật liệu, sau này chắc đi làm phải dùng nhiều.
-
1- Bạn lại nhầm một lần nữa rồi! Không có thép 55Γ, chỉ có 15Γ; 20Γ; 25Γ; 30Γ; 35Γ; 40Γ; 45Γ; 50Γ; 60Γ; 65Γ ; 70Γ
2- Thép đúc ký hiệu của nó là Л : 15Л.........55Л
3- Bạn đang làm vật liệu là thép đúc thầy lại yêu cầu làm bằng gang > là chuyện thường , đừng nản!
4- Thép đúc đương nhiên là tốt hơn gang và khó hơn đúc gang. Chon vật liệu gì phụ thuộc vào rất nhiều yếu tố liên quan đến sản phẩm thiết kế căn cứ vào các tiêu chí về kỹ thuật cần đạt được và giá thành sản phẩm...Nói chung là phải mang tính kinh tế và kỹ thuật, không thể tùy chọn theo cảm tính . Ăn tiêu gì cũng phải căn cứ vào số tiền trong túi...
55Л đây chính là thép em cần em cảm ơn bác nhiều, em được biết loại thép này được dùng làm ổ lăn, trong một số trường hợp hộp chịu lức cao thì người ta dùng loại thép này, Vd: Thân hộp hộp giảm tốc côn xoắn. Em tìm tài liệu mà không biết Л nghĩa là gì? Bây giờ thì em đã hiểu
-
T15K6 là mảnh hợp kim được dùng vô cùng nhiều để gia công thép các bon và thép hợp kim.
Hình như bạn nhầm nhọt, làm gì có thép 55π ?
Trong danh mục thép các bon chất lượng,
nhóm I : là nhóm có hàm lượng mangan thường và
05Kп, 08Kп, ... 10Kп, 15Kп,... 20Kп ...50, 55, ...80,85.
nhóm II : là nhóm có hàm lượng mangan khá cao:
15Γ...............................................................................70 Γ
Em nhầm rồi chỉ có 55Γ đúng không bác, Em đang làm vật liệu là Thép đúc thầy lại yêu cầu là làm bằng gang, thế mới nản chứ, Nhưng với hộp truyền lực lực này thì làm bằng thép đúc có tốt hơn không bác, tuy nhiên việc đúc thép khó hơn đúc gang rất nhiều
-
Bác cho em hỏi vật liệu 55π là gì và thành phần hóa học của nó như thế nào. em không có sổ tay mác thép thế giới nên không tra được
Em định dùng T15K6 để gia công vật liêu 55π có được không bác
-
Chào các bác. Các bác cho em hỏi hiện nay có rất nhiều dụng cụ cắt dùng để gia công cắt gọt, bác nào có kinh nghiệm vè chọn dụng cụ cắt thì bảo em với, Chi tiết của em dùng gang xám em dùng mảnh dao T15K6 nhưng không ổn, em được biết có nhiều lọai mảnh dao như : P, M, K, .....nhưng em không hiểu công dụng , và phạm vi ứng dụng của từng mảnh
-
Thầy bạn đã duyệt phương án ban đầu tháo (tháo dao phay) hay phương án đúc lồi để phay trên máy doa ngang ?
Chúc bạn học tập tốt và cầu mong vạn sự tốt lành sẽ đến với bạn trong cuộc sống!
Thầy duyệt phương án lắp dao phay bác ah. vì thầy không cho thay đổi kết cấu. Không còn cách nào ngoài cách đấy nữa cả.
Đây chỉ là đồ án trên giấy tờ và em chỉ cần lập luận đúng và hợp lý là ok. Còn nếu sản xuất thực tế thì phải thay đổi kết cấu sao cho hợp lý cho cả người thiết kế và người gia công
-
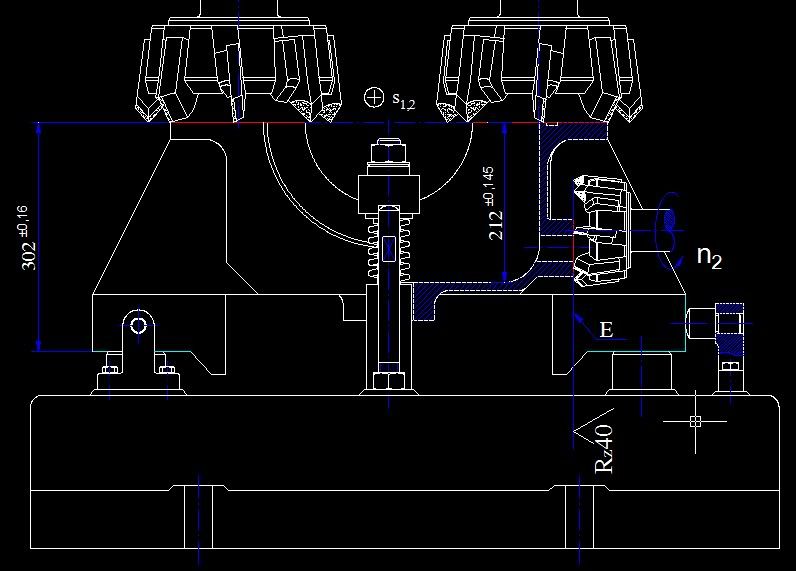
Mình mới xem lướt qua, thấy bản vẽ quy trình công nghệ của bạn có một số sai sót. Đơn cử 1 ví dụ là bạn ghi kích thước như trên ảnh đã là ko an toàn cho đồ án!
Bạn nên:
- Xem lại vật liệu chế tạo đồ gá, bạn chọn vật liệu chưa đúng cho 1 số chi tiết, ví dụ dùng thép 45 để chế tạo lò xo là không ngon rồi.
- Trên bản vẽ nguyên công phải thể hiện đầy đủ các chi tiết định vị , kích thước và độ nhẵn cần đạt được...
- Xem lại lý thuyết về cách chọn chuẩn thô và chuẩn tinh để lựa chọn cho đúng sách vở.
-Kiểm tra và sửa chữa lại toàn bộ bản vẽ lại một lần nữa.
-Trước khi gửi file bản vẽ lên diễn đàn, bạn nhớ dùng lệnh PU để giảm dung lượng nhé!
Hihi . Bản vẽ của em còn nhiều sai sót quá
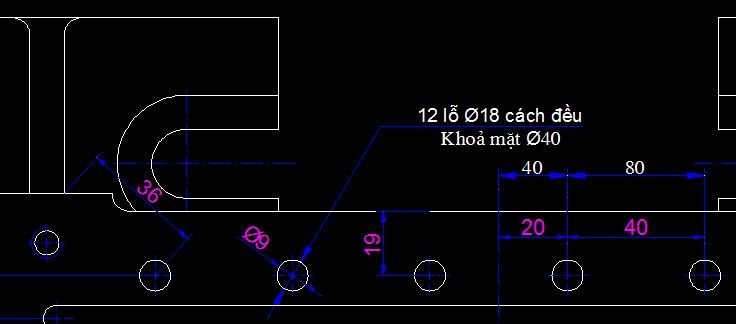
-tuy nhiên kết cấu của em phần khỏa mặt fi 40 lỗ fi 18 đã được thầy đồng ý, vì không thay đổi được kết cấu.
Cảm ơn bác đã giúp đỡ em giải quyết vấn đề, chúc bác học tập và công tác tốt
-
 1
1
-
-
Đúng rồi gia công trên máy doa ngang cho nó lành !
Use Overall Scale Of : chọn =1 có ý nghĩa gi? (Hôm qua mình viết nhầm Scale factor = Use Overall Scale Of. Bản vẽ của bạn
Scale factor =2 mình sửa lại thành Scale factor = 1 để kiểm tra vì thấy bạn ghi kích thước đó trên hình chiếu.)
Giả sử file bản vẽ của bạn vẽ với tỷ lệ 1:1, kiểu dim cũng đặt tỷ lệ 1:1 ....
-Khi in ra giấy với tỉ lệ in 1:1 thì chiều cao chữ số nó sẽ in ra thì con số kích thước nói ra đúng cái bạn chọn chẳng hạn bạn chọn chiều cao chữ là 3 chẳng hạn.
- Nếu như bạn in với tỷ lệ 1:2 thì chiều cao chữ nó sẽ nhỏ đi 1 nửa tức là chỉ còn cao 1.5 => khi in bản vẽ với tỷ lệ khác nhau muốn chiều cao chữ in ra trên giấy có chiều cao ko đổi là 3 , bạn phải thay đổi tỷ lệ trong Use Overall Scale Of :
- Thay đổi tỷ lệ trong Scale factor : nếu bạn chọn Scale factor =1 . một hình cắt trích khi phóng to lên 2 lần > kích thước nó sẽ lớn lên gấp 2
Muốn nó vẫn giữ nguyên kích thước sau khi Scale, bạn phải thay đổi tỷ lệ trong Scale factor . Trường hợp này là phóng to gấp 2 bạn phải chọn Scale factor = 0,5
"BÁc cho em hỏi phần Use Overall Scale Of : chọn =1 có ý nghĩa gi, khi em thay đổi thanh 2,3 thì vẫn không thấy thay đổi gì " Sao lại không thay đổi gì nhỉ? Chiều cao chữ nó sẽ tăng lên 2,3 lần chứ? Bạn thử lại xem sao!
Hihi . Em làm được rồi, thank bác nha. Lâu nay em toàn sữa cỡ chữ thôi, nó cứ tùm lum hết cả lên
Em làm quy tình công nghệ bài này rồi, bác xem hộ em với,
http://www.mediafire.com/?kn9hhzum8qghu7n(em post bên kia rồi)
-
xin sách tra lượng dư
trong Cơ khí
Bạn thử tìm kiếm trên Internet xem? Chắc là có đấy!
Nếu không tìm thấy mình sẽ tra giúp bạn với điều kiện bạn phải cung cấp thông tin:
- Phôi đúc bằng vật liệu gang hay thép?
- Độ chính xác vật đúc cấp mấy ?
- Chiều dài lớn nhất của vật đúc? (cái này đã biết là 956 xem trên bản vẽ của bạn)
- Kích thước danh nghĩa cần tra lượng dư gia công theo vị trí của nó trong khuôn đúc : ở trên ,ở dưới hay ở thành bên?
Với phương pháp chế tạo phôi là đúc trong khuôn cát, làm khuôn bằng máy, vật liệu phôi là Thép đúc 55pi, cấp chính xác II,
-Em tính lượng dư cho phay tinh là 2mm thì có hợp lý không bác, tra trong sách thì chỉ có 0,45(mm) cho phay tinh
Đây là bản vẽ kết cấu của em.
-
xin sách tra lượng dư
trong Cơ khí
Chào các bác, bác nào có sách tra lượng dư gia công cho em xin với, em có quyển sổ tay công nghệ tập 1 của Nguyễn Đắc Lộc(nxb KHKT 1999) nhưng không có phần bảng tra. Tra lượng dư và phân công lượng dư cho nguyên công phay
-
Hình vẽ trên kích thước mầu tím mình chọn Dimension Style có :
Use Overall Scale Of : chọn =1
Use Overall Scale Of : chọn = 1
để kiểm tra kích thước trên hình vẽ của bạn!
Xem bản vẽ của bạn phát ngán- chán ko buồn chết ! Chẳng hiểu bạn đã hoặc scale hình vẽ hoặc thay tỷ lệ trong scale factor. Bản quản lý vẽ tùy hứng và tùy tiện như thế, nhầm lẫn gây phế phẩm có ngày bán người yêu đi cũng không đủ tiền đền.
Với bản vẽ cơ khí bạn nên tuân thủ theo nguyên tắc sau:
1- In trong Model:
-Luôn vẽ với kích thước thật của chi tiết sản phẩm ví dụ chi tiết dài 10 mét phải nhập số để vẽ là 10000 (mm)
- Những hình cắt trích cần phải phóng to lên cho dễ nhìn, bạn có thể tạo tạo 1 kiểu Dimension Style ( có thay đổi tỷ lệ scale factor : …) và nhớ phải ghi tỷ lệ phóng.
- Tùy theo kích thước của sản phẩm vẽ và khổ giấy cần in bạn lựa chọn tỉ lệ in hợp lý.
Kiểu Dimensin style luôn chọn là tỷ lệ 1:1 coi như bản vẽ được in với tỷ lệ 1:1 . Nếu in phóng to hay nhỏ mà chiều cao chữ ko thay đổi, bạn phải thay tỷ lệ trong Use Overall Scale Of : …
2- In trong layout :…. Không cần phải thay đổi kiểu dim…
Dao phay đĩa 3 mặt tra sổ tay có 4 lại dao tiêu chuẩn sau:
D ngoài = 50 , d lỗ = 16
D ngoài = 63 , d lỗ = 22
D ngoài = 80 , d lỗ = 27
D ngoài = 100 , d lỗ = 30
Từ đường kính lỗ xỏ bu lông , bạn xác định được vấu lồi ≥ kích thước lục giác bu lông và đai ốc. Cố gắng sao cho khoảng tâm lỗ tới mép vành ngoài là nhỏ nhất để dễ phay. Căn cứ vào khoảng cách này và khoảng cách từ tâm lỗ tới gân tăng cứng để chọn dao.
Nếu dao tiêu chuẩn ko thể gia công được, bạn có thế đặt hàng chế tạo dao phi tiêu chuẩn cũng ok.
Phay gờ nổi bằng dao phay rãnh 3 mặt chỉ áp dụng khi gia công trên máy phay đứng.
Nếu gia công trên máy doa ngang thì không cần phải dùng dao phay rãnh 3 mặt làm gì cho tốn cho tốn kém .
Đúng vậy bây giờ là sinh viên năm cuối rồi mà lên 1 bản vẽ hoàn chính khá vất vả đối với em, khi vẽ không tạo một cách thống nhất cho các bản vẽ, mà vẽ theo những tỷ lệ không nhất định. Em sẽ cố gắng tìm hiểu sau
BÁc cho em hỏi phần Use Overall Scale Of : chọn =1 có ý nghĩa gi, khi em thay đổi thanh 2,3 thì vẫn không thấy thay đổi gì còn
Con phần gia công bậc lắp bulon em sẽ dùng cách gia công trên máy doa sẽ hợp lý hơn, còn nếu dùng máy phay đứng thì vấn đề trục dao sẽ chạm vào thành dưới không khắc phục được,
-
Hoàn toàn có thể đúc lồi lên rồi dùng dao phay cắt 3 mặt để gia công.
Với điều ciện bạn phải thay đổi lại kết cấu.
Vì kết cấu cũ của bạn: nếu phay được phần lồi, dao phay sẽ cắt lẹm cả vào cái gân tăng cứng!
(Bạn vẽ hình chiếu bằng của dao và chuôi dao ra rồi đưa vào vị trí cắt gọt thử xem?)
Bác cho em hỏi là dao phay 3 mặt có đường kính bé nhất là bao nhiêu a. Khoảng cách từ tâm lỗ lắp bulon tới gân tăng cứng là 53cm bác ah, nếu có loại dao đường kính bé , em phay trên máy doa ngang em nghĩ vẫn được
-
1
-
-

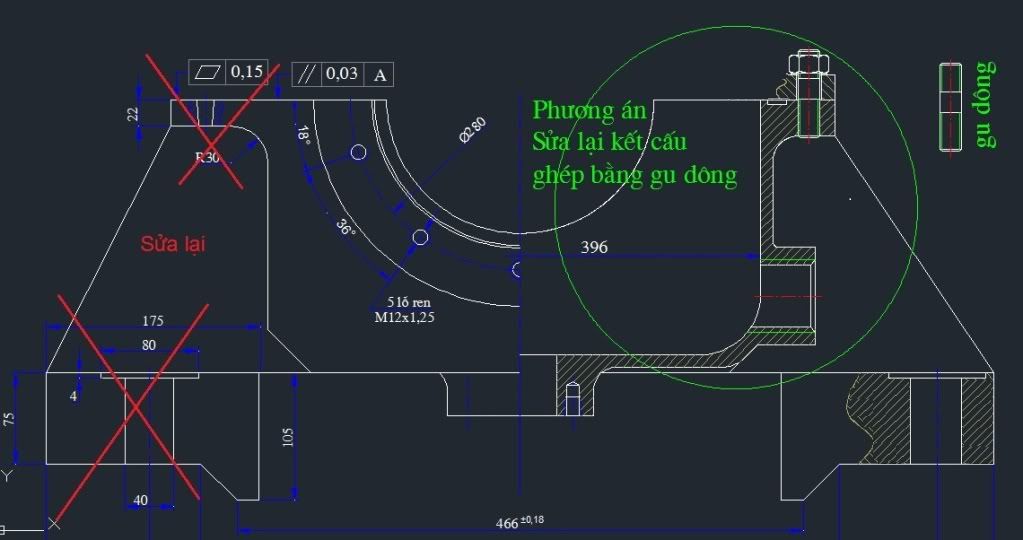
-Các máy móc thiết bị xưa nay người ta vẫn dùng gu dông nhiều ví dụ hộp số ô tô bằng gang là cái dễ nhìn nhất. Ảnh trên là hình ảnh van chịu áp lực dùng gu dông lăp thân van
- Vấn đề chịu lực, bạn phải tính toán sao cho đủ bền là được.
- Việc tháo lắp gu dông cực kỳ đơn giản, chỉ cầu vặn 2 con ốc lên đầu trên là tháo lắp thoải mái hiên.
- Đúng là rãnh xỏ bu lông ko cần phải cắt. Ban đầu mình chỉ nhìn hình chiếu đứng và cạnh nên đã liên tưởng ngay đến cái lỗ bậc phía trên mà bạn làm đồ gá phay, lý do nhầm là:"- Sẽ rất khó khăn khi gia công các rãnh ở đế hộp bạn, kéo tâm nó ra phía ngoài theo cả hai phương x và y để dao phay ngón không bị chạm vào phần trên khi phay rãnh bắt bu lông. Không nên ghi kích thước 40 và 80 trên hình cắt cạnh vì người đọc dễ hiểu nhầm là Ø40 và Ø80. Bạn sửa lại bằng cách ghi trên hình chiếu bằng R20 và R40"như đã viết ở bài trên.
-Phần gạch lỗ côn, ko phải là xóa lỗ côn, mà là phần vành bạn để rộng quá, ý của mình là thu hẹp lại phần vành đủ để vặn đai ốc như phần vành bên phải.
- Chi tiết gang đúc mới mới chui ra lò người ta gọi là gang trẻ con. Muốn cho gang chóng lớn phải hóa già tự nhiên hoặc nhân tạo để giảm ứng suất bên trong và ổn định tổ chức hạt tinh thể. Gang mới đúc xong đem ra làm thịt ngay dễ bị rạn, nứt nhỏ tại những chỗ gia công vuông thành ko có R góc lượn, giống như tre măng non uốn sẽ dễ gẫy. Có hai cách hóa già:
1)- Nung giữ nhiệt ở nhiệt độ ≈<180º trong thời gian (48- 60)h, hoặc lâu hơn càng tốt.
2)- Để tự nhiên ngoài trời từ 3 tháng trở lên và càng lâu càng tốt
Hihi. Em hiểu rồi bác ah, Mấy hôm nay em không trở lại diễn đàn thấy các bác giúp đỡ nhiệt tình em vui quá. Cái phần con bulon ấy em có ý kiến thế này. Bây giờ em không làm bậc lắp bulon lõm xuống mà em làm lồ lên được không ạ. Sau đấy em sẽ dùng dao phay trụ lắp trục ngang phay mặt trên của nó đi.
-
-
Bác nào có biết về ''Nguyên công hóa già tự nhiên'' không chỉ cho em với ạ, Thầy bảo phải hóa già tự nhiên trước khi gia công, nhưng em đọc tài liệu không thấy phần này,
-
Vấn đề ở đây là thầy đưa bản vẽ chi tiết cho trò làm công nghệ, hay trò tự vẽ thiết kế bản chi tiết. Nếu kết cấu bản vẽ chi tiết đã như thế rồi thì khó mà tìm được phương pháp gia công hợp lý...lúc này danh hiệu "dau dat" thuộc về thầy chứ không phải trò!
So với các bạn vẽ khác đã pót lên mạng, bản vẽ của bạn ít lỗi sai hơn:
-Bản vẽ chi tiết vẫn của bạn vẫn còn một số sai sót về vẽ kỹ thuật bạn kiểm tra lại bằng cách gióng điểm từ hình chiếu này sang hình chiếu nọ...
- Rãnh xẻ xỏ bu lông rộng 40, bạn để phần lắp bu lông, đai ốc là 80 là to quá, chỉ cần rộng hơn giác của bu lông đai ốc khoảng 0.5 đến 1 mm cho nó... lành.
- Cách lỗ ren bạn không vẽ cạnh vát mép lỗ, bạn phải sửa lại cho nó ...đẹp
-Có rất nhiều cách để thiết kế kết cấu bản vẽ chi tiết, đây là hình ảnh một dạng kết cấu thường gặp là thay bu-lông = gu-dông
- Sẽ rất khó khăn khi gia công các rãnh ở đế hộp bạn, kéo tâm nó ra phía ngoài theo cả hai phương x và y để dao phay ngón không bị chạm vào phần trên khi phay rãnh bắt bu lông. Không nên ghi kích thước 40 và 80 trên hình cắt cạnh vì người đọc dễ hiểu nhầm là Ø40 và Ø80. Bạn sửa lại bằng cách ghi trên hình chiếu bằng R20 và R40
Vâng cảm ơn bác đã quan tâm đến bài viết của em, bản vẽ của em do thầy đưa ra, và em chỉ là người thiết kế. Em băn khoăn nếu thay đỏi kết cấu như bác thì:
- Có đảm bảo lực xiết chặt khi chi tiết làm việc như sử dụng bulon không.
-Việc tháo gu long ra sẽ rất khó khăn khi chi tiết làm việc lâu
Em thấy phần mặt cắt bác làm chưa hợp lý : Rãnh lắp bulon Ø40 rẽ rãnh Ø80 là nhìn thấy trên cả hai bên không phải cắt, bác nhìn kỹ hình chiếu bằng sẽ thấy rất rõ.
Còn phần chốt côn em muốn thể hiện cho rõ, vì nó rất quan trọng khi định vị giữa thân hộp và nắp hộp, nếu bỏ nó trên nữa mặt cắt này thi em phải thể hiện nó ở đâu
-
Hề hề hề,
Tại sao phải khổ vậy??? Thầy bắt phải vậy à???
Vậy khi gia công phải thò trục dao qua lỗ trước rồi mới lắp dao ư???
Gia công xong lại phải tháo dao ra để lôi trục dao về à???
Hãy suy nghĩ kỹ trước khi chọn phương án gia công. Đừng suy nghĩ máy móc, một chiều mà nên đưa ra nhiều phương án, phân tích nó tỷ mỉ rồi hãy quyết định.
Nếu Thầy giáo bạn bắt phải làm theo phương án này thì có nhẽ bạn cần có cách lập luận tốt để bảo vệ nó. nếu không thì dễ oạch lắm.
Hề hề hề,....
Đúng vậy , đây là tất cả những gì em suy nghĩ, em chưa nghĩ ra cách nào khác để gia công phần này cả. Nếu bác biết cách gia công phần này thì chỉ cho em với .Việc gia công đã khó nhưng việc xác định chuẩn chỉnh dao cũng rất khó khăn nữa. Bản vẽ do thầy đưa ra và trò thiết kế quy trình công nghệ nên việc sữa lại kết cấu thì phải thông qua với thầy.
-
Em đang gia công chi tiết hộp truyền lực, có phần gia công mặt khỏa để lắp lỗ bulon. tuy nhiên khi em không thể phay như bình thường được mà em phải lắp dao phay ngược. Nếu ai làm về phần này rồi thì giúp đỡ em
vớihttp://www.cadviet.com/upfiles/3/107489_than_hop_truyen_luc.dwg
-
Thank các bác nhiều, đặc biệt là bác Hai- Yen Lang.
-
Mình nhớ là đã viết bài trả lời cho hiện tượng copy từ CAD sang Word mà bị lỗi Font chữ nhưng không biết tìm ở đâu?
Mình đã tìm được một mẹo này rất hay mà khi chèn CAD sang Word không bị lỗi Font chữ Times new roman (Unicode)
Xin được cùng chia sẻ cho mọi người
Đó là : Khi khai báo font chữ Times new roman, thì bạn phải khai báo cho Font chữ này có độ rộng Width Factor khác 1 (nhỏ hơn hoặc lớn hơn 1).
Dùng công cụ Quick select hoặc lệnh filter để chọn các Text sau đó bấm Ctrol+1 -> Đổi các text có độ rộng Width Factor khác 1. Hoặc bạn có thể đánh lệnh Style -> Khai báo tên textstyle, font chữ Times new roman và độ rộng Width Factor khác 1 (nhỏ hơn hoặc lớn hơn 1).
Đánh lệnh Mtext -> Viết chữ -> sử dụng WMF coppy sang word
Bạn hãy xem kết quả của mình thu được khi làm xong :

Hàng trên cùng là hàng có độ rộng Width factor =1 sẽ bị lỗi Font chữ.
Hàng thứ hai là hàng có độ rộng Width factor khác 1 sẽ không bị lỗi Font chữ nữa
Còn hộp thoại dưới là hộp thoại Style để khai báo độ rộng Width factor
Bạn nào bị lối font chữ Times new roman khi chèn từ CAD qua Word thì hãy làm theo cách của mình nhé.
Mới phát hiện nên thấy thú vị lắm.
Các bạn làm được rồi nhớ tick Thanks nhiều nhiều ủng hộ bài viết nhé. Mình thích tick Thanks lắm. :rolleyes:
Chúc thành công

Thank bác nhiều lắm, nhưng em thấy độ nét của chữ trong word sẽ không được tốt như khi để Width factor =1
-
Đừng coi thường những phần nhỏ, những phần bé nó sẽ xé ra to, khi kết quả cuối cùng là phế phẩm! Phòng kỹ thuật đổ cho xưởng, xưởng đổ cho phòng kỹ thuật là chuyện muôn thuở, xảy ra như cơm bữa. Chỉ có cách là vẽ đúng, vẽ đủ sẽ không xảy ra chuyện cãi vã.
Về lựa chọn mặt phân khuôn, lý luận của bạn là: "cái bề dày thành dưới nó mỏng, mà mặt đấy lại không gia công, nếu cho nó lên trên như bác thì chất lượng của phần đấy không được tốt" và "thầy đã đồng ý." cũng không sai.
Nhưng có điều mình thấy cần phải trao đổi thêm với bạn là trước khi đưa ra phương án cuối cùng phải chứng minh được đó là phương án khả thi, giá thành rẻ nhất mà vẫn đạt được yêu cầu kỹ thuật.
Mình không phản đối việc bạn đã giữ nguyên quan điểm của bạn. Mình chỉ muốn nói với bạn là phương án ấy có nhược điểm là :
- Khuôn trên sâu, với chi tiết có khối lượng ko nhỏ sẽ gặp khó khăn cho quá trình làm khuôn cát, người thợ sẽ vất vả hơn , lòng khuôn dễ bị sứt mẻ khi tháo mẫu gỗ, rồi đến khi lắp khuôn cũng khó mà biết được lòng khuôn có còn nguyên vẹn hay ko nếu không gia cường tốt bằng các xương đỡ cát, sản phẩm dễ trở thành phế phẩm hơn
- Cái lỗ đỡ trục của bạn chịu lực ở phần có thịt dầy, "cái phần mỏng, lại không gia công", ko chịu lực vì thế nó có rỗ xỉ, rỗ khí một tý cũng không ảnh hưởng gì đến hòa bình trên thế giới....
Đúng như lời bác nói, Thầy bảo là chọn mặt phân khuôn như thế khi rót vào khuôn sẽ gây áp lực nhiều lên phần chi tiết ở khuôn trên và vấn đề đè khuôn sẽ phức tạp hơn. Em sẽ trao đổi lại với thầy để tìm ra phương án tốt nhất.
Thank bác nhiều


Vật liệu chế tạo mảnh dao
trong Cơ khí
Đã đăng · Trả lời báo cáo
Thank bác. em chọn được dao rồi, việc chọn dao thế này tra chế độ cắt tương đối nhanh, không phải nhân thêm hệ số gì cả